 国家防锈 润滑行业 团体标准 主持起草单位
国家防锈 润滑行业 团体标准 主持起草单位-
全国统一服务热线:
020 3205 0123
020 3205 0123
切削液小知识
长假结束,机床重新运作,却发现切削液发臭了!!!不用慌,下面给大家介绍切削液发臭原因和解决办法。
切削液发臭是业界常见现象。细菌是导致切削液发臭的罪魁祸首。切削液中的细菌主要有耗氧菌和厌氧菌。耗氧菌生活在有矿物质的环境中,如水、切削液的浓缩液和机床漏出的油中,在有氧条件下,每 20~30min分裂为二。而厌氧菌生存在没有氧气的环境中,每小时分裂为二,代谢释放出二氧化硫,有臭鸡蛋味,切削液变黑。当切削液中的细菌含量过高时,切削液就会变臭。
为什么切削液会滋生大量的细菌呢?
这可以从外部因素和内部因素分析:
1
1、杂油:大量杂油覆盖于切削液表面,阻隔了氧气进入水体的通道,切削液中的耗氧菌把其中的氧气消耗完,为厌氧菌提供理想的生存环境。
2、水质:现场用水水质过硬,可能导致切削液分层和析皂,也会导致细菌生长。
3、工人不良习惯、配液和管理不当:现场维护和配液随性,浓度不受控。
4、长时间停机:细菌会逐渐耗尽切削液的储备碱和杀菌剂,生物惰性物质低于一定额,细菌就会大量生长。
2
切削液配方不合理,碱储备值不够,选用抗硬水性差的材料等,都可能破坏切削液平衡
处理发臭切削液步骤
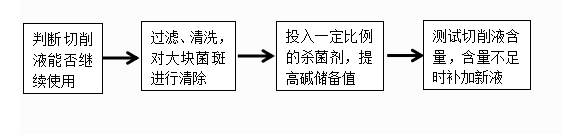
防范于未然
对于金属加工切削的厂家,要预防这个问题,要从源头上防止。所以在选择切削液的时候,要选择一些高质量、抗生物稳定性好的切削液。
日常维护要做好,具体如下:
1、定期使用折光仪测试切削液的浓度参数。浓度过低,会引起细菌的大量滋生,记得及时补加新液。
2、尽可能减少机床漏出的油混入切削液,发现漏油及时处理。
3、当切削液的碱值过低时应及时加入新的切削液或添加碱补充剂。
4、做好车间环境的清洁工作,不要使切削液与污油、食物、烟草等污物接触
方川润滑推荐SW-250系列全合成切削液和SW-F3系列微乳切削液,此系列产品抗生物稳定性好,防锈性佳,加工液性能稳定,可长期使用。
END
热门产品: 热门产品:切削液 切削油 磨削液 液压油 导轨油 冲压拉伸油 copyright© 广州市方川润滑科技有限公司 粤ICP备12023036号
